Kinnitused kuuluvad üldiste põhiosade hulka, mida tavaliselt nimetatakse ka "standardosadeks".Mõne suure tugevuse ja täpsusega kinnitusdetailide puhul on pinnatöötlus isegi olulisem kui termiline töötlemine.Igasugused kinnitusdetailid, mida kasutatakse paljudes mehaanilistes seadmetes, peaaegu kõik tuleb pärast pinnatöötlust kokku panna, et saavutada korrosioonivastane, kaunistus, kulumiskindlus, vähendada hõõrdetegurit ja muid mõjusid ning anorgaaniline pinnatöötlus elektrogalvaniseerimine ja kuumtsinkimine. katoodkaitsega katmise tehnoloogia.
Terasest kinnitusdetailide elektrogalvaniseerimise põhimõte on elektrolüüsi kasutamine, ühtlase, tiheda, hästi kombineeritud metalli või sulami sadestamiskihi moodustamine tooriku pinnale, kattekihi moodustamine teraspinnale, et saavutada terase korrosiooniprotsessi kaitse.Seetõttu on elektrogalvaniseeritud katmine voolu abil suunatud liikumine positiivselt elektroodilt negatiivsele elektroodile.Elektrolüüdis sisalduv Zn2+ tuumastatakse, kasvatatakse ja sadestatakse substraadile potentsiaali toimel, moodustades galvaniseeritud kihi.Selles protsessis ei toimu tsingi ja raua vahel difusiooniprotsessi.Mikroskoopilise vaatluse järgi peab see olema puhas tsingikiht.Sisuliselt kuumtsingitud raua-tsingi sulami kiht ja puhas tsingi kiht ning tsingitud ainult puhta tsingikihi kiht, nii et raua-tsingi sulami kiht kattekihist põhineb peamiselt katmismeetodi tuvastamisel, mis sobib tsingitud kinnitusdetailid, terastraat, terastoru ja muud tooted.Metallograafilist meetodit ja XRD meetodit kasutatakse katte tuvastamiseks, et eristada elektrogalvaniseerimist ja kuumtsinkimist ning anda juhiseid rikete analüüsiks.
Elektrogalvaniseerimise ja kuumtsinkimise katete tuvastamiseks on kaks meetodit.Üks on metallograafiline meetod: metallograafilist meetodit ei piira sisuvahemik ja proovi suurus ning see sobib kõikidele elektro- ja kuumtsinkimistoodetele.Teine meetod on röntgendifraktsioonimeetod: rakendatav üle 5 mm plaadistuspoltide ja -mutrite läbimõõdule kuusnurktasandil;Välisläbimõõt on suurem kui 8 mm terastoru pinna radiaanitoodetest, tagamaks, et proovist saab valmistada minimaalse suurusega 5 mm × 5 mm pinnaga tasapinnalised proovid ja kõikvõimalikud kattetooted.Võib kinnitada katte sisaldusega ≥5% faasi kristallstruktuuri.Väga paksu puhta tsingi ladestustega proovid ei sobi röntgendifraktsiooniks.
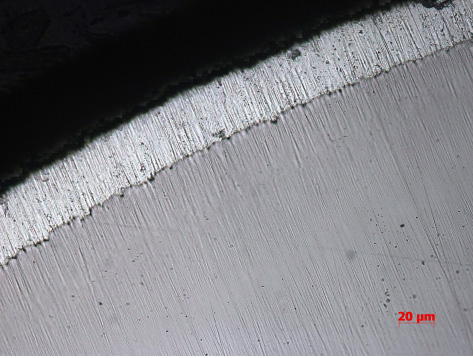
elektrogalvaniseerimine

kuumtsinkimiskatted
Postitusaeg: 15. september 2022